工业物联网 工厂年省数百万的智能引擎
工业物联网通过将机器、传感器、控制系统与数据分析平台深度连接,正在为现代工厂开启前所未有的效率提升与成本优化时代。一个中型或大型工厂,通过系统性部署工业物联网应用服务,实现每年节省数百万元人民币的成本,已非个案,而是可复制的成功路径。其核心在于以下几个方面:
1. 预测性维护,杜绝意外停机
传统工厂依赖定期维护或故障后维修,前者可能过度保养造成浪费,后者则导致计划外停产,损失巨大。工业物联网通过在关键设备(如机床、压缩机、泵)上安装传感器,实时监测振动、温度、压力、电流等参数。AI算法分析这些数据,能精准预测部件何时可能失效,从而在故障发生前安排维护。这能将非计划停机减少50%以上,延长设备寿命,并节省大量紧急维修和备件成本。仅此一项,对于一个依赖连续生产的工厂,每年避免的停产损失和维修费用就可能高达百万级。
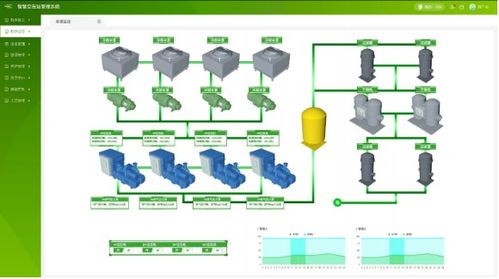
2. 能源管理精细化,榨干能耗水分
工业能耗是工厂的巨额固定支出。物联网通过部署智能电表、流量计和传感器,构建全厂能源监控网络。系统能实时追踪每一台设备、每一条生产线、甚至每一个班次的能耗数据,精准定位“能源黑洞”——如空转的设备、泄漏的管道、低效的电机。通过数据分析,可以自动优化设备启停策略、调整工艺参数、实施峰谷电价用电。实践表明,系统的能源管理优化通常能直接降低10%-20%的综合能耗,对于年电费千万级的工厂,节省金额极为可观。
3. 优化生产流程与质量管控
物联网将生产全过程数字化。从物料入库、在制工序流转到成品出库,每一个环节的状态、耗时、操作员信息都被实时记录。这实现了生产进度的透明化,能快速定位瓶颈工序,优化排产计划,减少在制品库存和等待时间,提升整体设备效率(OEE)。通过在关键质量控制点集成视觉检测或传感器,能够实时监测产品质量(如尺寸、瑕疵),一旦发现偏差立即报警并调整前道工艺,极大减少了废品率和返工成本。流程优化带来的效率提升和良率提高,直接转化为巨大的经济效益。
4. 供应链与仓储智能协同
工厂的物联网系统可以与供应商、物流商的系统对接。原材料库存传感器能在库存低于阈值时自动触发采购订单;GPS和RFID技术能实时追踪物料在途情况,实现精准的JIT(准时制)配送,减少原材料库存积压和仓储成本。在厂内,智能仓储系统通过AGV、物联网标签和管理系统,实现物料自动拣选、配送和盘点,大幅降低人力成本和错误率,加速物流周转。
5. 赋能人员与安全提升
物联网还为人员效率和安全管理赋能。智能穿戴设备可以监控高危环境下的员工状态(如体温、位置),及时预警险情;AR眼镜能辅助维修工人远程获取专家指导,快速排除故障。数字化的作业指导书和绩效看板,提升了操作规范性和人员效率。减少安全事故本身就是避免重大损失。
实现路径与投资回报
实现上述节省并非一蹴而就。成功的工厂通常采取分步实施的策略:从痛点最明显、投资回报率最高的环节(如关键设备预测性维护或空压站能源管理)开始试点,验证效果后再逐步推广。初始的物联网硬件、软件和集成服务投入可能从数十万到数百万不等,但清晰的ROI(投资回报率)计算显示,很多项目能在1-2年内通过节省的成本收回投资,此后便是持续的净收益。
总而言之,工业物联网并非遥远的概念,而是通过数据驱动决策,将工厂的“隐性成本”(如能耗浪费、意外停机、质量损耗、库存积压)显性化并逐一击破的利器。它正成为制造企业降本增效、构筑核心竞争力的关键基础设施,每年省下数百万元,正是其价值最直接的体现。
如若转载,请注明出处:http://www.rdsunniwell.com/product/48.html
更新时间:2026-04-14 12:17:20